systems
Overview
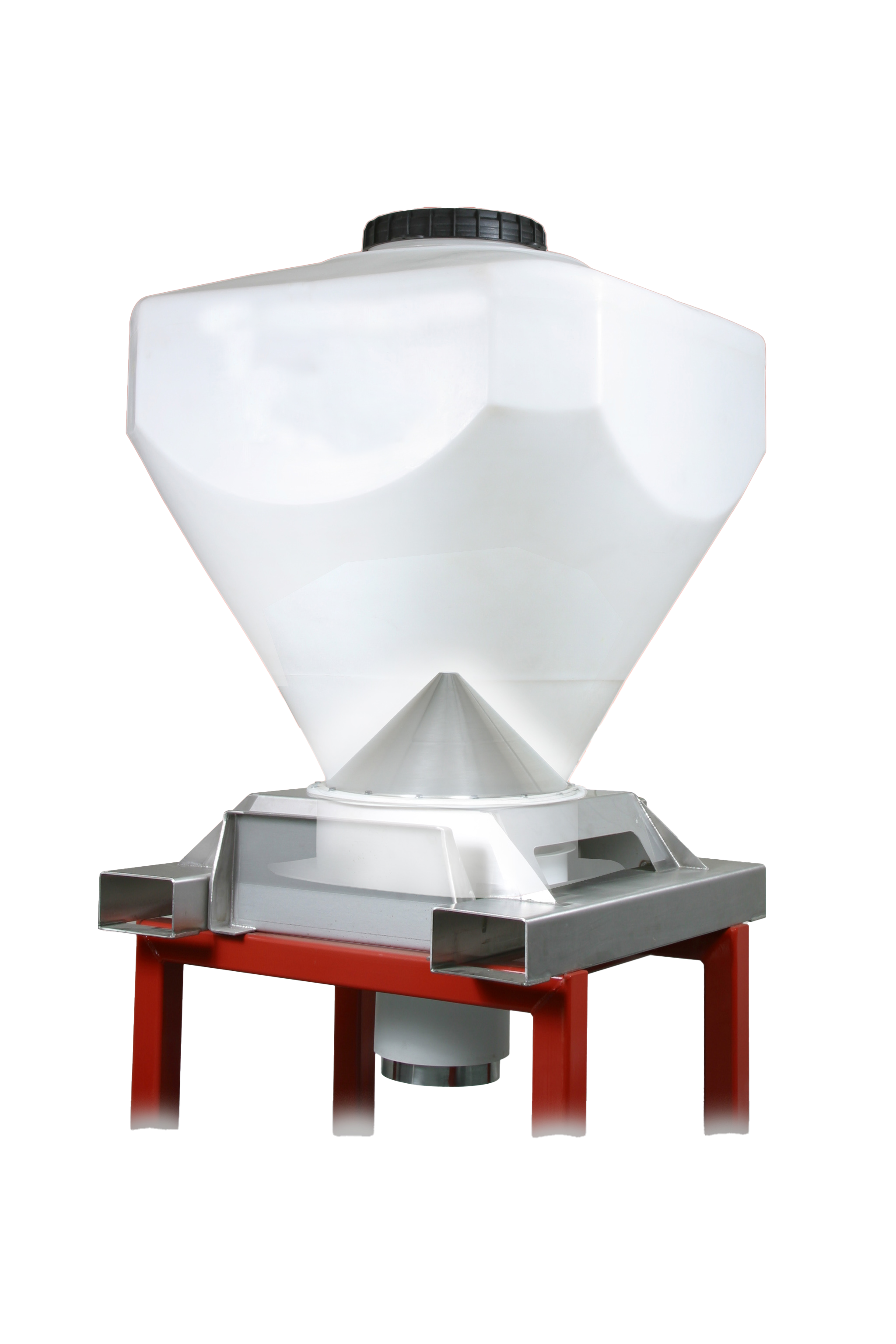
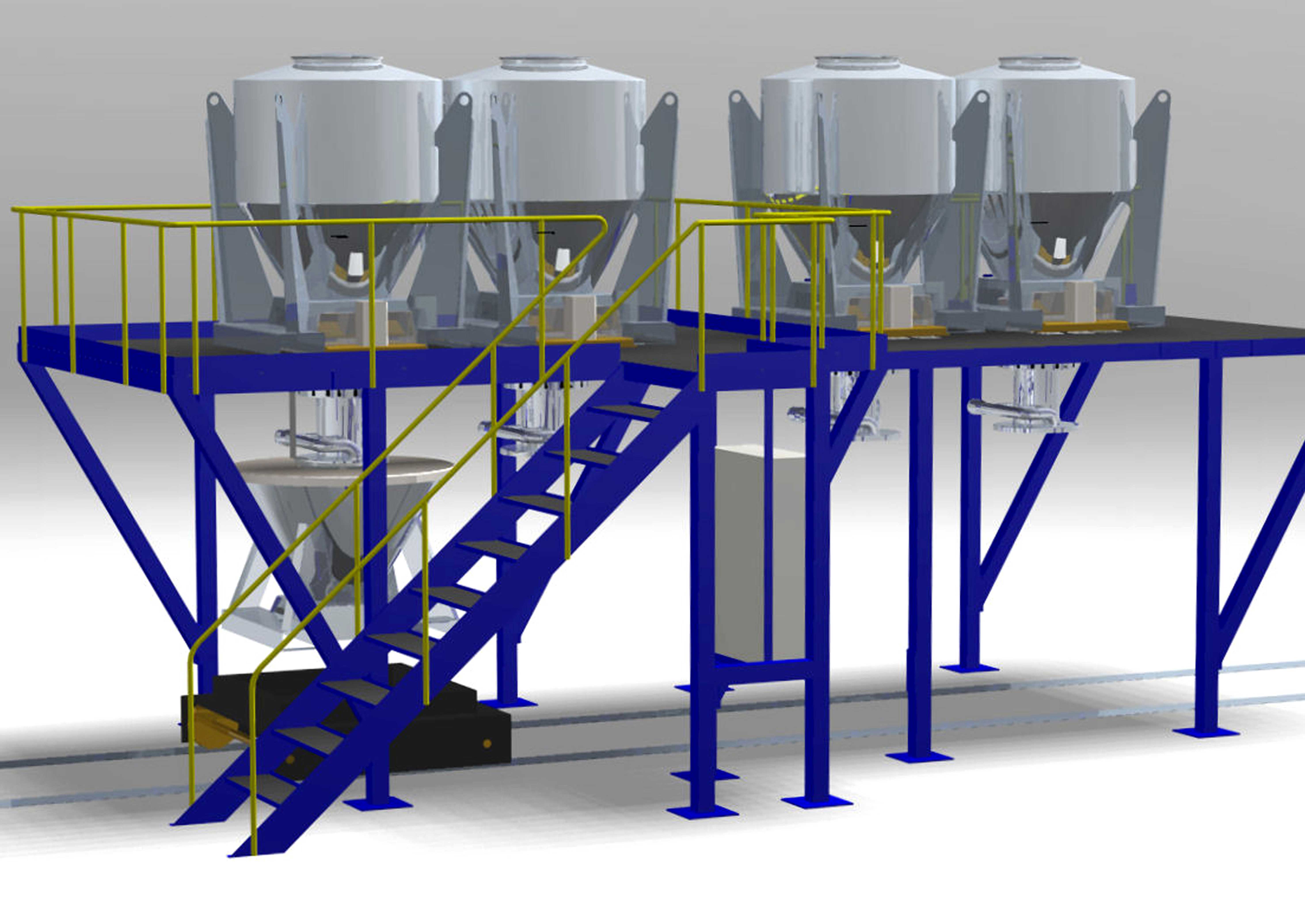
ISL Technologies; manufactures IBC Systems (Intermediate Bulk Container) as a unique way of handling powders and granular materials for different usages such as storage, screening, blending packaging, etc., and many more applications. For use in various industries, including those involving chemicals, food, nutraceuticals, medicines, and many more, they are made of either stainless steel or polyethylene and invented in either round or square shapes with various size alternatives. Our IBCs are made to be stack-able and blendable for optimal and precision benefits. IBCs are used as transport containers or in process handling. They can easily be identified as batch production vessels for traceability and are designed for a reliable, flexible production process.